новый блог

Если площадь проекции детали превышает максимально допустимую для литьевой машины, сопло может не обеспечивать надлежащего покрытия всей поверхности, что приводит к образованию облоя на детали.
Если пресс-форма установлена неправильно или подвергается неравномерному однонаправленному усилию, она может не обеспечивать равномерное зажимание, что приводит к образованию заусенцев на поверхности детали.
Если плиты литьевой машины не параллельны или стяжные стержни деформированы неравномерно, пресс-форма не может быть должным образом зафиксирована, что приводит к образованию облоя.
Если параллельность формы плохая или кромки формы заблокированы, расплавленный пластик не может равномерно заполнить полость, что может привести к образованию облоя на поверхности детали.
Если линия разъема пресс-формы не обеспечивает надлежащего уплотнения, полость и сердечник смещены, или скользящие компоненты имеют чрезмерный зазор, расплавленный пластик может вытекать из полости, образуя облой на детали.
Если пластик обладает слишком высокой текучестью, а количество подаваемого материала чрезмерно, расплавленный материал может переливаться через край при заполнении полости пресс-формы, что приводит к образованию облоя на поверхности детали.
Если температура расплава в полости формы или температура пресс-формы слишком высока, вязкость пластика снижается, а его текучесть увеличивается, что может привести к образованию облоя.
При слишком высоком давлении впрыска или слишком высокой скорости впрыска пластик может переливаться через край из-за чрезмерного давления при заполнении полости, что приводит к образованию облоя на поверхности детали.
Если усилие смыкания непостоянно или неравномерно, пресс-форма может слегка сместиться во время впрыска, что приведет к образованию облоя на поверхности детали.
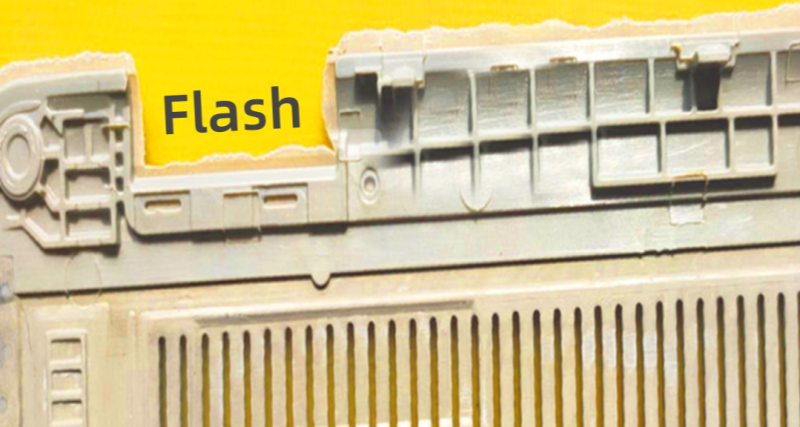
Это распространенные причины образования облоя при литье под давлением из PEEK. Операторы должны тщательно контролировать и устранять эти факторы в процессе производства, чтобы предотвратить образование облоя, улучшив тем самым как качество, так и внешний вид формованных деталей.
Подписывайтесь на нас :





-- получать обновления с последними темами

 Эл. почта
Эл. почта русский
русский English
English français
français Deutsch
Deutsch italiano
italiano español
español português
português العربية
العربية 日本語
日本語 한국의
한국의 中文
中文