В одно мгновение все виды фенов на всеобщее обозрение. Согласно статистике, в первой половине 2021 года розничные продажи фенов в Китае составили 2,76 млрд юаней, увеличившись на 41,3% в годовом исчислении, а розничные продажи составили 13,81 млн единиц, увеличившись на 40,9% в годовом исчислении. С развитием 5G китайский фен перешел в новое поколение, и спрос людей на персонализированный фен также растет.

В то же время нейлон, армированный стекловолокном, незаметно стал основным материалом корпуса фена и стал ориентиром для следующего поколения фенов высокого класса.
PA66, армированный стекловолокном, обычно используется в мундштуках высококачественных фенов для увеличения прочности и теплоемкости. Однако по мере того, как функции фена становятся все более и более требовательными, ABS в качестве основного материала корпуса постепенно заменяется PA66, армированным стекловолокном.

В настоящее время основными факторами, влияющими на получение высокоэффективных композитов PA66, армированных стекловолокном, являются длина стекловолокна, обработка поверхности стекловолокна и длина его удерживания в матрице.
Итак, давайте посмотрим на факторы, влияющие на производство армированного стекловолокном ПА66.
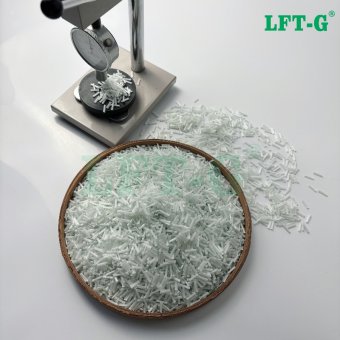
1. Длина стекловолокна
Длина волокна является одним из основных факторов, определяющих состав армированного волокнами композита. В обычных термопластах, армированных коротким волокном, длина волокна составляет всего (0,2 ~ 0,6) мм, так что, когда материал повреждается силой из-за короткой длины волокна, его прочность в основном не используется, и цель Использование нейлона, армированного волокном, заключается в использовании высокой жесткости и высокой прочности волокна для улучшения механических свойств нейлона. Таким образом, длина волокна играет важную роль в механических свойствах изделий. По сравнению с коротким нейлоном, армированным стекловолокном, модуль, прочность, сопротивление ползучести, сопротивление усталости, ударопрочность, термостойкость и износостойкость длинного нейлона, армированного стекловолокном, были улучшены, и его применение в автомобилях, электроприборах,
2. Обработка поверхности стекловолокна
Сила связи между стекловолокном и матрицей является еще одним важным фактором, влияющим на механические свойства композиционных материалов. Полимеры, армированные стекловолокном, обладают хорошими свойствами только при образовании эффективной межфазной связи. Для термореактивной смолы, армированной стекловолокном, или композитов из полярной термопластичной смолы поверхность стекловолокна может быть обработана связующим агентом для образования химической связи между смолой и поверхностью стекловолокна, чтобы получить эффективное межфазное соединение.
3. Длина удержания стекловолокна в нейлоновой матрице.
Люди провели много исследований процесса смешивания и формования термопластичной смолы, армированной стекловолокном. Установлено, что длина стекловолокна в изделии всегда ограничена 1 мм, что значительно меньше по сравнению с исходной длиной волокна. Затем исследуется явление разрушения волокна в процессе обработки. Установлено, что условия обработки и другие факторы влияют на разрушение волокна.
4. Фактор оснащения
В конструкции шнека и сопла следует избегать слишком узких и структурных изменений, если канал потока слишком узкий, это повлияет насвободное перемещение стекловолокна, приводящее к сдвиговому излому; При резком изменении структуры также легко создать дополнительную концентрацию напряжений и повредить стекловолокно.
5. Технологический фактор
(1) Температура цилиндра
Температурный диапазон обработки армированных окатышей должен быть выше 280°С. Это связано с тем, что, когда температура выше, вязкость расплава будет значительно снижена, так что сила сдвига на волокне значительно уменьшится, разрушение стекловолокна в основном происходит в секции расплава экструдера, добавьте стекловолокно во рту, потому что стекловолокно добавлено к полимеру, расплавленному, расплавленному и стеклянному волокну, смешанному, чтобы обернуть стекловолокно, играют роль защиты смазки. Это уменьшает чрезмерное разрушение волокна и износ шнека и цилиндра, а также облегчает диспергирование и распределение стекловолокна в расплаве.
(2) Температура формы
Основной механизм разрушения стекловолокна в форме заключается в том, что температура формы намного ниже температуры расплава. После затекания расплава в полость на внутренней стенке сразу же образуется замороженный слой. При непрерывном охлаждении расплава толщина застывшего слоя постоянно увеличивается, так что сыпучий слой в середине становится все меньше и меньше. Это создает большую силу сдвига на стекловолокне и вызывает его разрыв. Толщина застывшего слоя или размер сыпучего слоя будут напрямую влиять на поток и усилие сдвига расплава, а затем влиять на степень повреждения стекловолокна. Толщина мерзлого слоя сначала увеличивается, а затем уменьшается по мере удаления от ворот. Только в середине толщина промерзшего слоя со временем увеличивалась. Итак, в конце полости
(3) Влияние скорости шнека на длину стекловолокна
Увеличение скорости шнека напрямую приведет к увеличению напряжения сдвига, действующего на стекловолокно, а с другой стороны, увеличение скорости шнека может ускорить процесс пластификации полимера, снизить вязкость расплава, уменьшить напряжение, действующее на волокно. , потому что двойной шнек обеспечивает большую часть энергии, необходимой для плавления. Следовательно, существует два противоположных влияния скорости вращения шнека на длину волокна.
(4) Расположение и способ добавления стекловолокна
В процессе экструзии полимерного расплава полимер, как правило, равномерно смешивают и добавляют в первое загрузочное отверстие. Однако в процессе экструзии расплава нейлона, армированного стекловолокном, полимер следует добавлять в первый входной порт. После того, как оно расплавлено и пластифицировано, стекловолокно должно быть добавлено в порт загрузки ниже по потоку, то есть принимается последующая подача. Это связано с тем, что если стекловолокно и твердый полимер добавляются к первому загрузочному порту, это приведет к чрезмерному разрушению стекловолокна в процессе транспортировки твердого вещества, а внутренняя поверхность шнека и машины также вызвана прямым воздействием. контакт со стекловолокном и серьезный износ оборудования.
Подписывайтесь на нас :





-- получать обновления с последними темами

 Эл. почта
Эл. почта русский
русский English
English français
français Deutsch
Deutsch italiano
italiano español
español português
português العربية
العربية 日本語
日本語 한국의
한국의 中文
中文